钢结构装配控制的要求有哪些
时间:2017-03-14 来源:三维钢构 点击:301次
钢结构件装配是直接影响钢结构质量的很直接原因,装配的错对直接影响钢结构的能否安装,如果装配不对,
钢构件根本吊装不了,所以钢结构的装配控制对整个钢结构质量控制尤为重要。
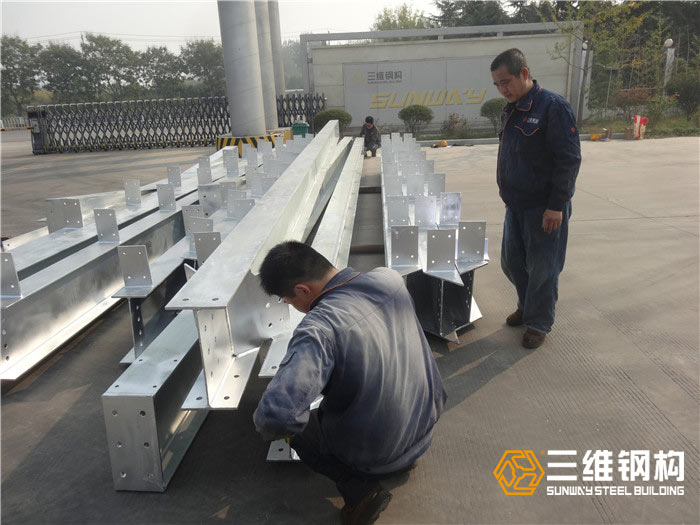
一、钢结构装配前应根据设计图纸的要求和加工车间提供的料单认真核对零件的尺寸、规格,严格检查质量,不合格的一律不得组立拼装。
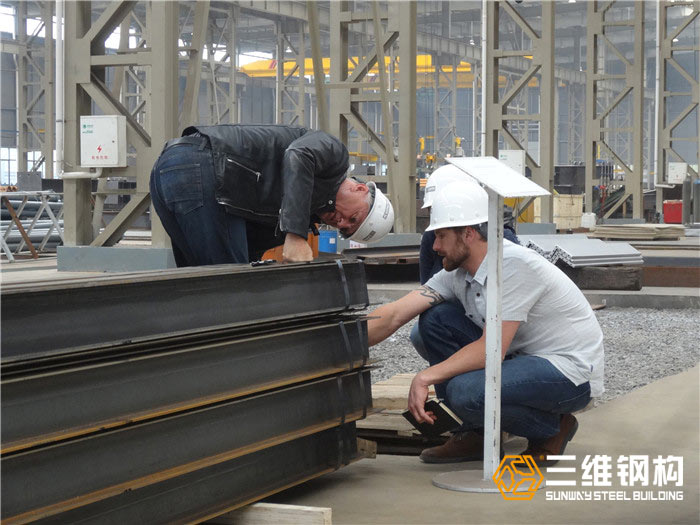
二、装配前,认真将对接口表面50mm范围内的铁锈、油污等用打磨机打磨干净,仔细检查钢板的平整度,发现平整度不够(如钢板表面呈波浪型)必须处理平整后方可组立。
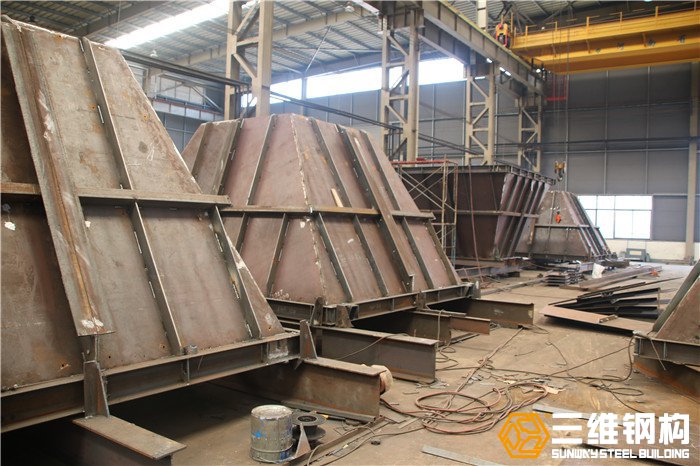
三、组立H型钢时,必须严格保证翼缘板与腹板的垂直度,定位焊焊材必须与焊接材料一致,点焊高度不宜超过设计焊缝高度的2/3,焊缝长度不小于25mm,焊点间距在450mm-550mm之间,点焊要牢固可靠,吊点处应加大焊缝的长度。
四、装配是要严格尺寸要求,各定位尺寸、安装尺寸及构件的总体尺寸必须控制在设计要求的范围之内,尺寸公差一般不得大于正负3mm。构件中的孔距(中心距)一般控制在正负1mm范围内。超出范围的一律整改合格后方能装配。构件的重要部位(如牛腿、节点板、连接板等),焊接处务必要开设焊接坡口(8mm以上板材),开设的坡口为45°,坡口尺寸、开设方向都要与设计的图纸相符合且要打磨表面干净后方可装配。
三维钢构【股票代码832621】位于科圣墨子及工匠祖师鲁班的故里---山东省滕州市,这里有着高铁、高速发达的交通优势,劳动力及原材料成本相对较低。公司有着甲级钢结构设计、钢结构工程壹级施工资质,近二十年的
钢结构技术和制造基础,严格按照国家标准生产,并不断优化钢结构加工工艺,在门式钢结构加工产品改进的基础上,承接电力、冶矿、油气等行业的设备钢结构加工业务,它作为大型机械设备的一种支撑钢结构,并不是按照国家标准要求制作,通常是非标异形钢结构产品,根据机械设备的使用特性其质量要求是可想而知的,在合理价格的基础上,发扬工匠精神,致力于打造出精致钢结构加工产品,我们有着丰富非标钢结构制作经验,与国内外大型企业常年合作,如中联水泥、山东电建一局、泰安力博重工、沈阳远大集团等,公司从钢结构设计图纸解析到钢结构产品打包发货,每一道工序都力求精致,我们有着自检的设备,如:焊缝超声波检测、漆膜厚度检测等,每道工序质量检测通过后,方可进行钢结构加工下一道工序。




 客服1
客服1  客服2
客服2